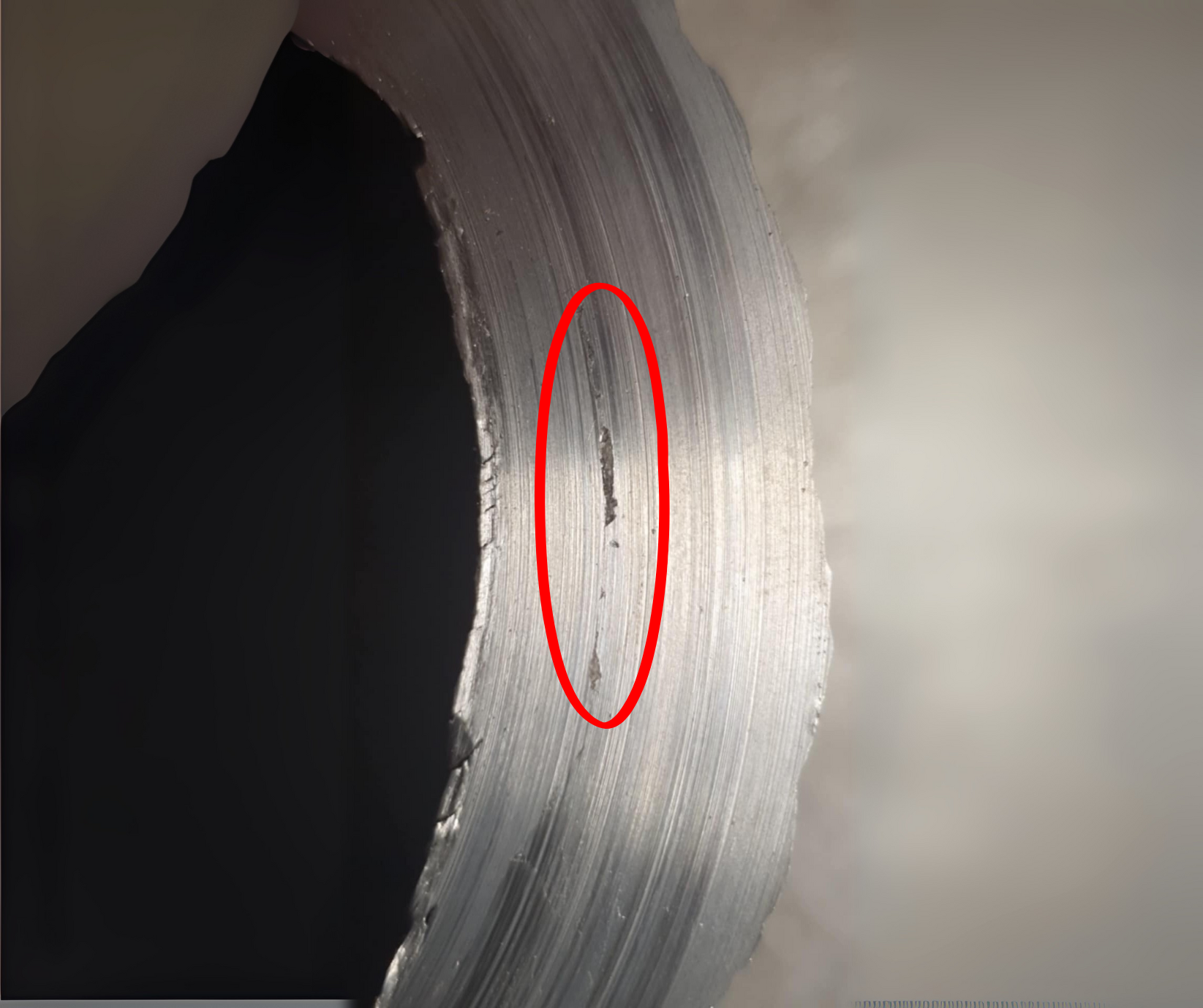
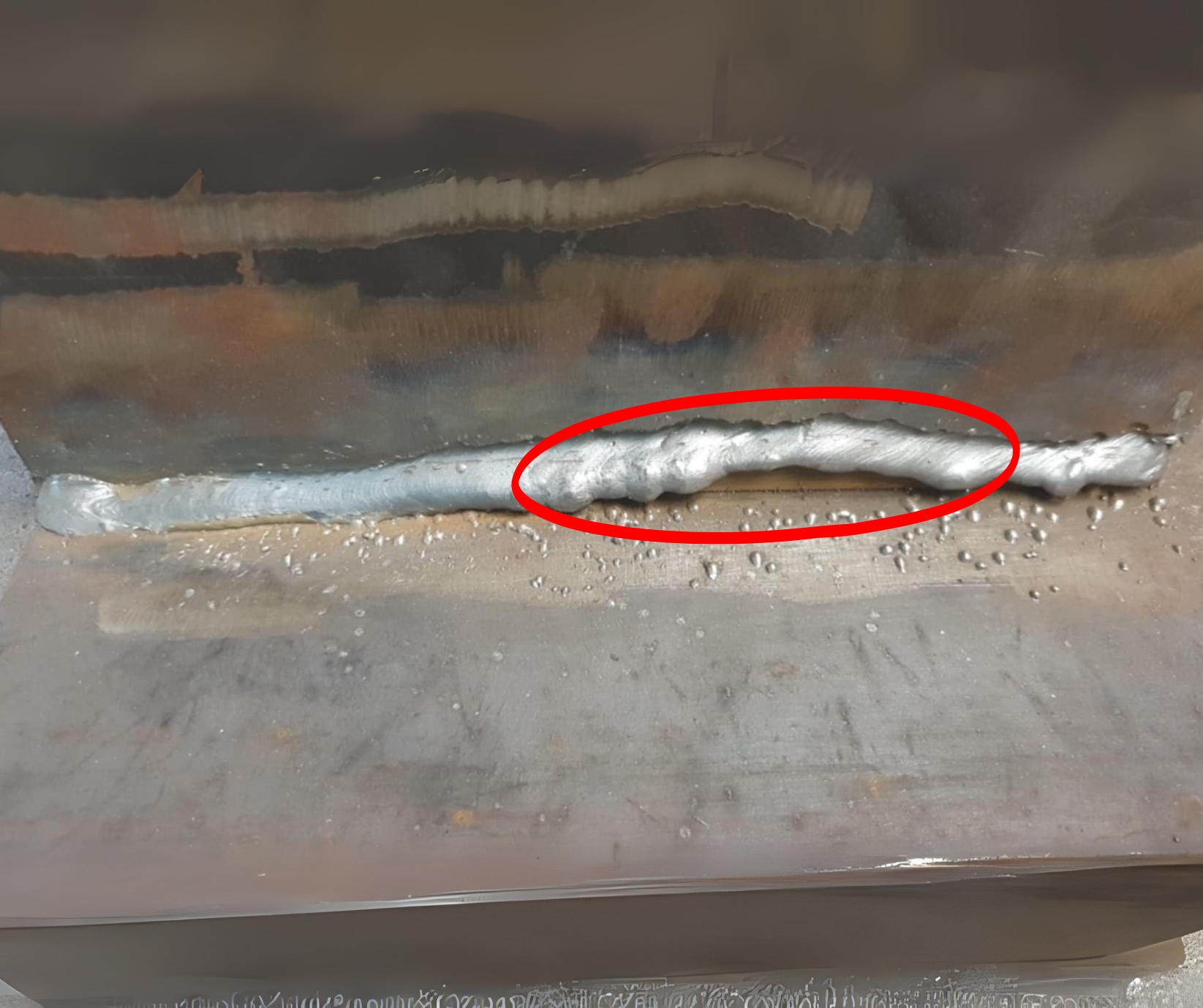
Trhliny ve svaru jsou jednou z nejzávažnějších vad, protože mohou zásadně oslabit konstrukci, ohrozit bezpečnost a v extrémních případech způsobit i havárii nebo kolaps celé součásti. Nejde jen o estetiku nebo drobnou chybu – trhliny často znamenají nutnost opravy, převaření nebo dokonce zničení celého výrobku. Trhliny mohou vznikat přímo při svařování, ale i až po jeho dokončení – klidně i několik hodin nebo dní poté. Důvody vzniku bývají různé: nevhodný materiál, špatný předehřev, příliš rychlé ochlazení, chybný technologický postup, zbytkové pnutí nebo třeba jen špatně zvolená elektroda. A právě proto je důležité pochopit, proč k trhlinám dochází, jak jim předcházet a co dělat, když už se objeví. Čím víc toho jako svářeč o trhlinách víš, tím větší máš kontrolu nad kvalitou své práce a tím méně budeš muset řešit drahé reklamace nebo opravy. Mikrotrhlina Mikrotrhliny jsou velmi drobné trhliny, které mohou být obtížně detekovatelé i pomocí nedestruktivních metod. Obvykle vznikají v důsledku: Vysokých zbytkových napětí. Rychlého ochlazení svaru. Nevhodného chemického složení materiálu. I přesto, že jsou malé, mohou být začátkem větších trhlin. Podélná trhlina Podélné trhliny jsou orientované ve směru svaru. Hlavní příčiny jejich vzniku jsou: Nevhodné svařovací parametry, jako nízká teplota nebo pomalá rychlost svařování. Vysoké vnitřní napětí způsobené nerovnoměrným chladnutím. Nevhodná geometrie svaru. Podélné trhliny mohou snížit schopnost svaru odolávat tahovým silám. Příčná trhlina Příčné trhliny jsou orientované kolmo na směr svaru. Nejčastější příčiny jejich vzniku zahrnují: Mechanické namáhání konstrukce. Tepelný šok způsobený rychlým chladnutím nebo zahřátím. Nevhodný materiál, který je příliš křehký. Tyto trhliny mohou mít devastující dopad na integritu svaru. Hvězdicová trhlina Hvězdicové trhliny vznikají obvykle ve středu svarové oblasti. Mají tvar hvězdy a jejich hlavními příčinami jsou: Nerovnoměrné ochlazování svaru. Vysoká koncentrace zbytkových napětí. Tento typ trhliny často vzniká při nedostatečném předehřátí materiálu. Kráterová trhlina K tomu, aby vznikla kráterová trhlina, dochází v oblasti zakončení svaru, kde zůstává zbytek taveniny. Tyto trhliny vznikají, pokud: Nedojde k správnému zakončení svaru. Materiál příliš rychle chladne. Správný postup zakončení svaru a kontrola teploty jsou klíčem k prevenci. Skupina nespojitých trhlin Jedná se o skupinu menších trhlin, které jsou vzájemně oddělené, ale nachází se v blízké oblasti. Tyto trhliny mohou vznikat díky: Cyklickému tepelnému namáhání. Nevhodnému svařovacímu postupu. Tento typ vady může způsobit oslabení větší oblasti svaru. Rozvětvené trhliny Rozvětvené trhliny jsou charakteristické tím, že se z jedné trhliny šíří do různých směrů. Vznikají především kvůli: Nerovnoměrnému tepelnému zatížení. Nevhodným vlastnostem materiálu. Tyto trhliny jsou velmi nebezpečné, protože mohou rychle postupovat a oslabovat strukturu. Svarové trhliny jsou závažnou vadou, která může ohrozit celkovou integritu a bezpečnost konstrukce. Správným postupem svařování, důkladným předehřevem, vhodným chladnutím a kontrolou svařovacích parametrů lze však těmto vadám efektivně předcházet. Pravidelná kontrola svarů pomocí vizuálních i nedestruktivních metod je nezbytná pro zajištění kvality a dlouhodobé spolehlivosti konstrukcí.