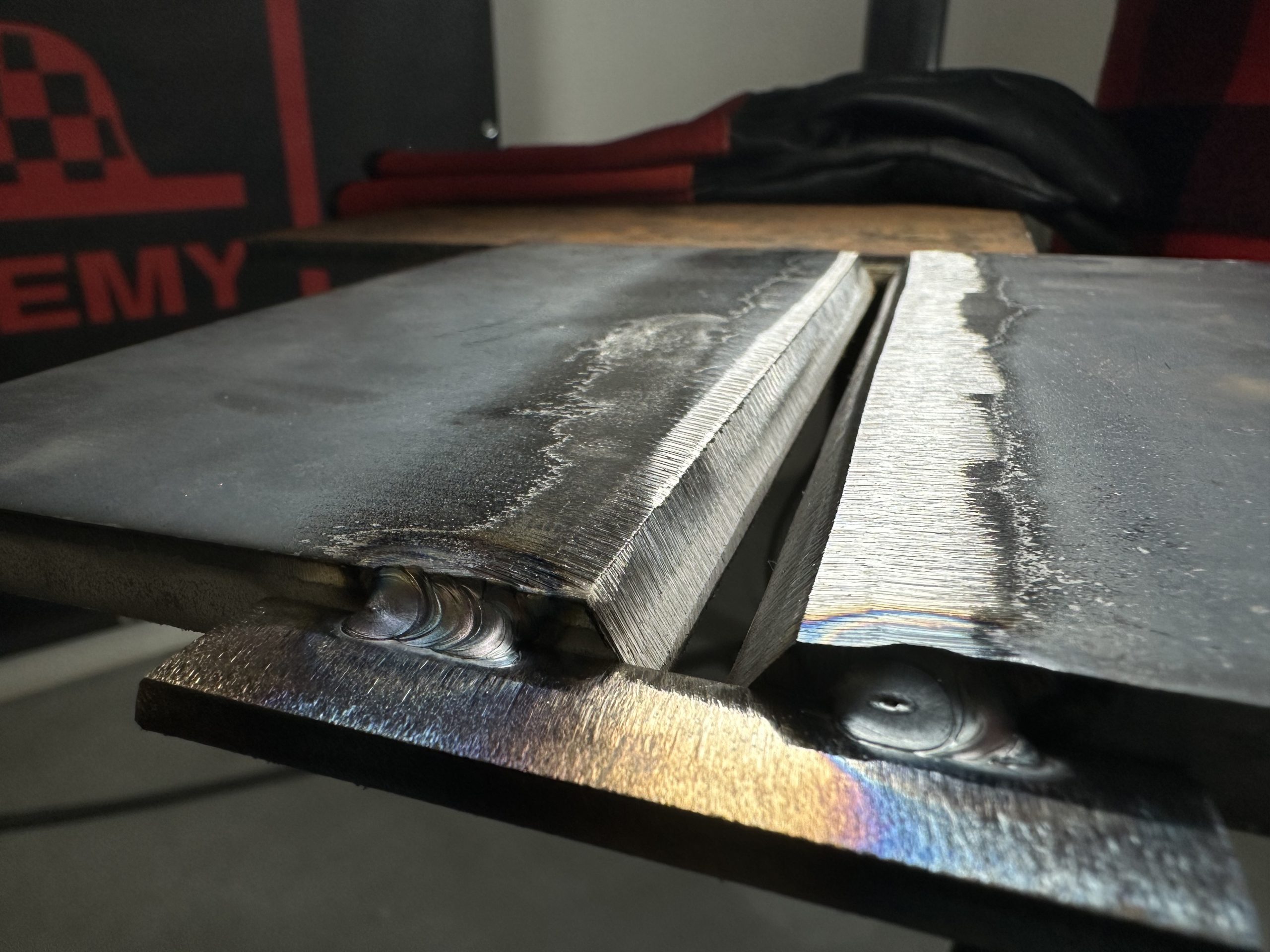
Svařování metodou TIG (Tungsten Inert Gas) patří mezi nejpreciznější a nejčistší způsoby obloukového svařování. Používá se zejména tam, kde záleží na vzhledu svaru, vysoké kvalitě spoje a přesném zpracování – typicky u nerezové oceli, hliníku nebo titanu. TIG metoda využívá netavící se wolframovou elektrodu a inertní plyn (nejčastěji argon), který chrání svarovou lázeň před okolní atmosférou. Na rozdíl od metod MIG/MAG nedochází k automatickému přidávání materiálu – svářeč musí přídavný drát podávat ručně. To sice vyžaduje větší zručnost, ale umožňuje dosáhnout mimořádně detailní a kontrolované práce. V tomto článku se podíváme na to, jak TIG svařování funguje, proč je tak ceněné a co všechno je třeba znát, aby byl výsledek perfektní – jak technicky, tak vizuálně. Princip Základem je oblouk, který vzniká mezi netavící se wolframovou elektrodou a základním materiálem. Na rozdíl od metod MIG/MAG se zde přídavný materiál (drát) nepodává automaticky, ale ručně – svářeč jej přidává zvlášť do svarové lázně. Celý svar je chráněn inertním plynem (nejčastěji argonem), který proudí kolem elektrody a zabraňuje přístupu kyslíku a dusíku ze vzduchu. Tím se předchází oxidaci, vzniku pórů a narušení svaru. Netavící se elektroda vytváří stabilní oblouk. Tavná lázeň vzniká bez rozstřiku. Svářeč ručně vkládá přídavný materiál. Ochranný argon z trysky hořáku obaluje lázeň i elektrodu. 📌 TIG umožňuje dokonalou kontrolu tepla, ideální pro citlivé materiály. Technika vedení hořáku a přidávání drátu Svařování TIGem vyžaduje koordinaci obou rukou – jednou držíš hořák, druhou přidáváš drát. Základní technika: Úhel hořáku: cca 75–85° ve směru svařování Úhel drátu: 10–15° vůči materiálu Vzdálenost elektrody: cca 2–3 mm od povrchu Přídavný materiál se vkládá do přední části lázně Drát se podává: Rytmicky (ťukání) – vhodné pro pulzní režim Plynule (klouzání) – pro plynulé svary Bez drátu – pouze tavením základního materiálu (autogenní svar) 📌 Plynulý pohyb, klidná ruka, kontrolovaný proud = TIG úspěch. Ukázka svaru ✅ Úzká, čistá housenka✅ Bez rozstřiku✅ Jednotná šířka a výška svaru✅ Hladký přechod do základního materiálu✅ Minimální deformace Kořen svaru – TIG jako král kořenů TIG je nejvhodnější metoda pro provádění kořenových svarů: umožňuje jemnou kontrolu oblouku a tavné lázně vysoká přesnost možnost formování kořene pomocí protiplynu (např. forming gas, dusík, argon) Doporučení: Trpělivost – TIG kořen nesnese zbrklost Mezera mezi díly: 1–2 mm (dle tloušťky) Pulzní režim usnadní tvarování kořene Závěr Svařování metodou TIG je technika, která v sobě spojuje preciznost, kvalitu a absolutní kontrolu nad procesem. Díky netavící se wolframové elektrodě a ochrannému inertnímu plynu je výsledný svar čistý, pevný a vizuálně perfektní – ideální pro náročné aplikace i tenké materiály. I když je TIG náročnější na dovednosti a vyžaduje více praxe, každá investovaná minuta se vrátí v podobě profesionálních výsledků. Pokud hledáš metodu, která tě jako svářeče posune o úroveň výš, právě TIG ti otevře nové možnosti – nejen v průmyslu, ale i v zakázkové výrobě nebo uměleckém svařování. Pamatuj – úspěch při TIG svařování nestojí jen na technice, ale i na trpělivosti, klidu a smyslu pro detail. A právě v tom je jeho krása.