Příprava materiálu pro svařování: Klíč k e kvalitnímu svaru
Kvalita svarového spoje začíná ještě dřív, než se zapálí oblouk. Správná příprava materiálu má zásadní vliv na pevnost, vzhled i bezchybnost svaru. Bez ohledu na metodu (TIG, MAG, MMA…) platí: čistý, přesně připravený a správně upravený materiál je základ.
1. Řezání materiálu
🔹 Proč je důležité?
Nepřesné nebo nekvalitní řezy komplikují sestavení dílů, zvyšují vůle a mohou způsobit deformace nebo nedostatečný průvar.
🔹 Běžné metody řezání:
| Metoda | Využití | Výhody / nevýhody |
| Pálení kyslíkem (autogen) | uhlíkové oceli | silné otřepy, vysoké teploty |
| Plazmové řezání | všechny kovy | rychlé, ale hrubší hrany |
| Laser | tenké až střední plechy | přesné, hladké hrany |
| Mechanické řezání (kotouč, pásovka, nůžky) | malé i velké díly | žádné tepelné ovlivnění |
| Vodní paprsek | přesné díly, nerezi, slitiny | studené řezání, dražší |
📌 Doporučení: Hrany po řezání je vhodné zbavit okují, otřepů a nespáleného materiálu, např. broušením nebo pilníkem.
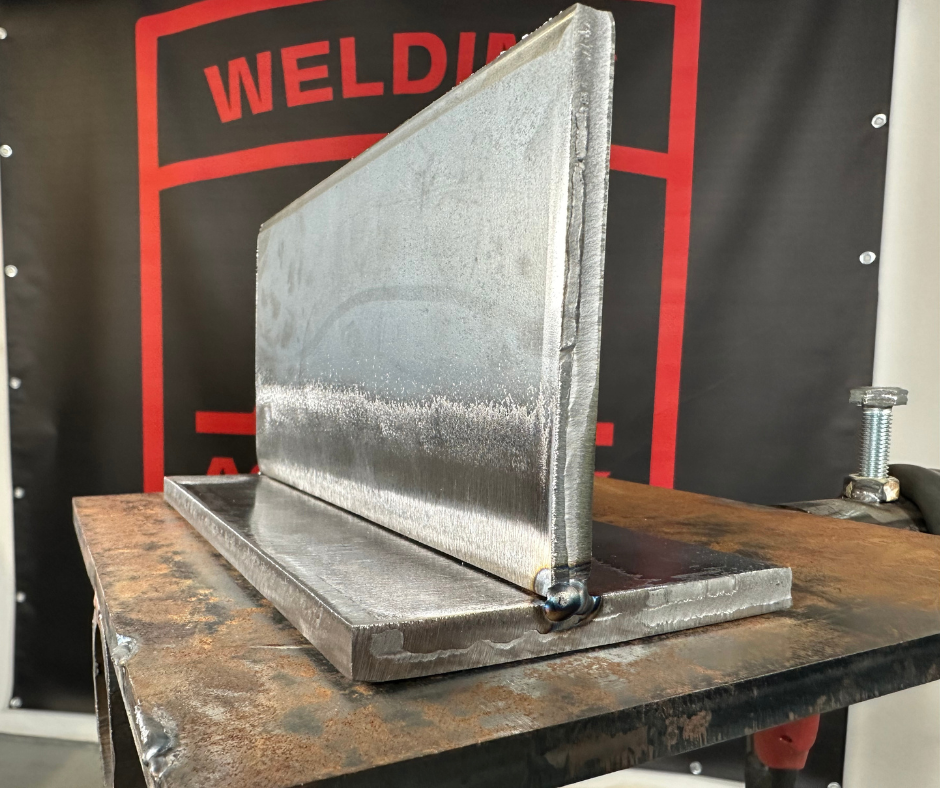
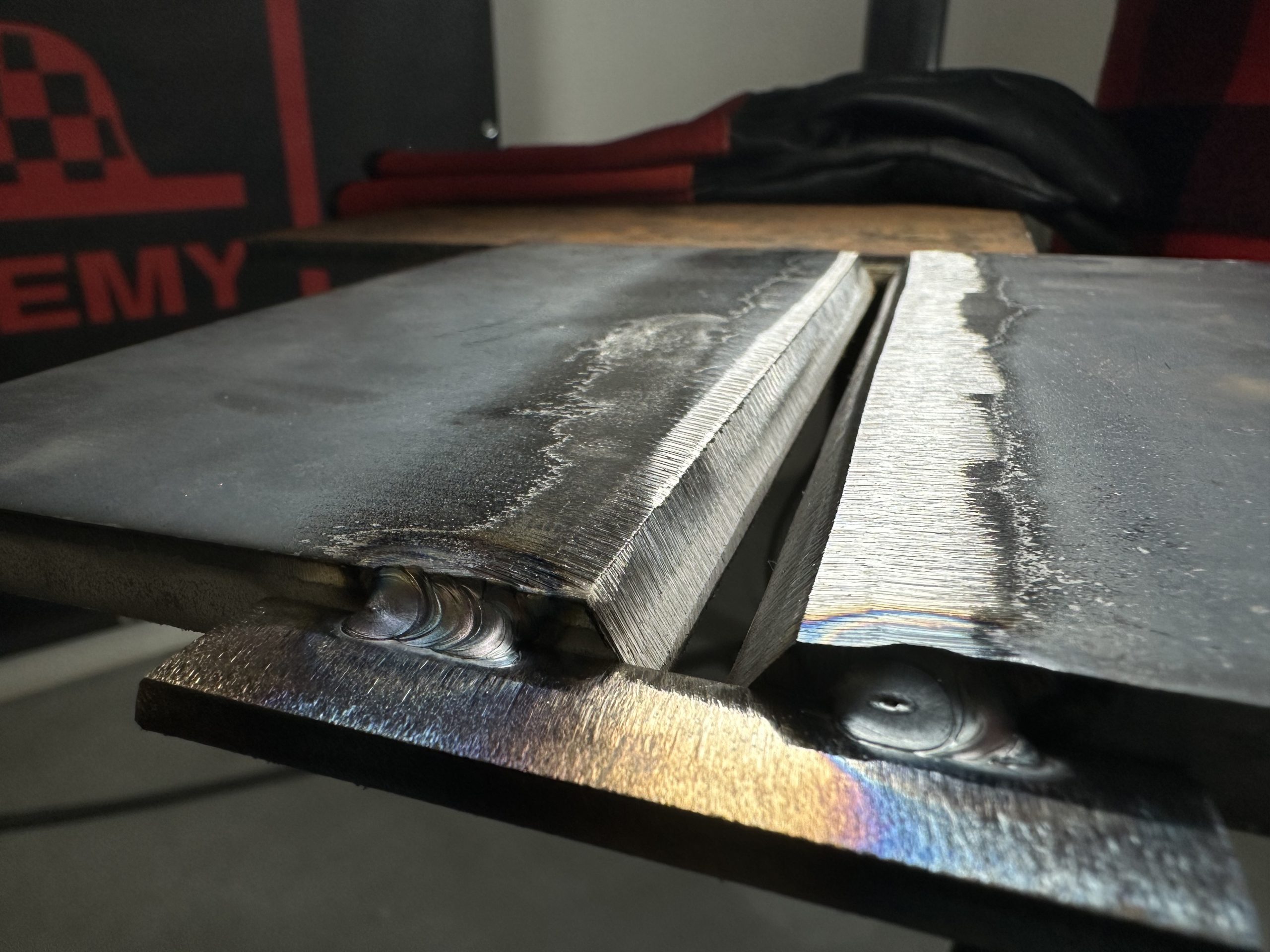
2. Úkosování (příprava svarové spáry)
Úkosem rozumíme sražení hrany, které umožní hlubší průvar a kvalitní spoj, zejména u tlustších materiálů.
🔹 Kdy úkosovat?
- Tlustší materiály (nad cca 3–4 mm)
- Když svar potřebuje plné prolití
- U jednostranných svarů pro lepší přístup
🔹 Typy úkosů:
| Název | Popis | Použití |
| V úkos (I nebo V) | jeden nebo dva úkosy pod úhlem (např. 30–60°) | běžné svary |
| K úkos | úkos z obou stran | silnostěnné materiály |
| X úkos | dvě protilehlé hrany úkosované | oboustranné svary |
| U úkos | zaoblený úkos | náročnější, lepší přechodová zóna |
🔹 Nástroje pro úkosování:
- Úkosovačky na plech (např. BDS, Promotech)
- Úhlové brusky (ručně, pro menší práce)
- Frézování úkosu (CNC nebo strojní)
- Řezání s úkosem (např. plazma s nastavením úhlu)
📌 Dbejte na rovnoměrnost a přesnost úkosu – chyby se projeví ve svarové lázni.
3. Čištění svarových ploch
Před, při i po svařováním musí být povrch zcela čistý, suchý a zbavený všech nečistot – jinak hrozí póry, praskliny nebo nestabilní oblouk.
🔹 Co je potřeba odstranit:
- Rez
- Olej, tuk, mastnotu
- Barvu a laky
- Zbytky okují a strusky
- Vlhkost
🔹 Čím čistit:
| Nečistota | Nástroj / prostředek |
| Rez, okuje | ocelový kartáč, brusný kotouč, tryskání |
| Mastnota | technický aceton, odmašťovač, IPA |
| Barvy / laky | opálení + broušení nebo chemické odstranění |
| Vlhkost (např. u bazických elektrod) | sušení materiálu a předehřev |
📌 Nikdy nesvařuj přes barvu nebo olej! Nejenže poškodíš svar, ale může dojít i k uvolnění zdraví škodlivých výparů.

4. Důležité poznámky a normy
- Svařovací normy (např. EN ISO 9692) stanovují tvary a tolerance přípravy svarových ploch
- Dokumentace WPS (Welding Procedure Specification) často přesně určuje typ úkosu, úhel, vzduchovou mezeru apod.
- Tvar a přesnost přípravy mají vliv na:
- Spotřebu přídavného materiálu
- Hloubku průvaru
- Vzhled a pevnost svaru
🔧 Příprava materiálu pro svařování není jen „předpráce“, ale zásadní součást celého procesu. Bez pečlivého řezání, přesného úkosování a důkladného očištění riskujete nekvalitní svar, nadměrné rozstřiky, pórovitost a reklamace.
Pamatuj: kvalitní svár začíná ještě dřív, než vůbec vezmeš do ruky hořák.