

Svářecí zdroj pro metodu MMA (Manual Metal Arc), známou také jako svařování obalenou elektrodou, je jedním z nejzákladnějších a nejrozšířenějších nástrojů v oblasti svařování. Tato metoda, která je oblíbená pro svou jednoduchost a univerzálnost, se používá v širokém spektru průmyslových odvětví, od stavebnictví po opravy a údržbu. Svářecí zdroj pro MMA je klíčovým prvkem, který umožňuje efektivní a kvalitní spojování kovových materiálů. V tomto článku se podíváme na hlavní vlastnosti svářecího zdroje pro MMA, jeho výhody, možnosti využití a důležité parametry, které ovlivňují výslednou kvalitu sváru.
Princip Metody

1.Svářecí zdroj
2.Svářecí kleště
3.Zemnící kabel se svorkou
4.Základní materiál
5.Napájecí kabel
6.Elektroda
KOMPONENTY
Svářecí metoda MMA (Manual Metal Arc), je jedním z nejběžnějších a nejuniverzálnějších způsobů svařování, který je široce používán v mnoha průmyslových odvětvích. Pro dosažení kvalitního výsledku při svařování metodou MMA je nutné správně zapojit a používat několik klíčových komponent. V následujícím článku si představíme jednotlivé součásti a jejich role při svařování metodou MMA.
1. Svářecí zdroj
Svářecí zdroj je srdcem celého svařovacího procesu. Tento přístroj poskytuje elektrickou energii potřebnou pro vznik elektrického oblouku mezi elektrodou a základním materiálem. Může to být transformátorový svářecí stroj, který je robustní, nebo invertorový svářecí stroj, který je kompaktnější, efektivnější a poskytuje lepší kontrolu nad svařovacím procesem. Svářecí zdroj je zodpovědný za regulaci napětí a proudu, což je klíčové pro stabilitu oblouku a kvalitu svařovaného spoje.

2. Svářecí kleště
Svářecí kleště slouží k uchopení a manipulaci s elektrody během svařování. Tyto kleště jsou navrženy tak, aby usnadnily práci a zároveň zajistily bezpečnost při manipulaci s horkými elektrody. Kleště také pomáhají svářeči udržet správný úhel elektrody vůči svařovanému materiálu, což je důležité pro stabilní oblouk a kvalitní svar.

3. Zemnící kabel se svorkou
Zemnící kabel je součástí svářecího zařízení, která slouží k uzavření elektrického obvodu mezi svářecím zdrojem a základním materiálem. Tento kabel je připojen k zápornému terminálu svářecího zdroje a k zemnící svorce, která je upevněna na svařovaném materiálu. Zemnící kabel je klíčový pro stabilní a bezpečné fungování svařování, protože bez něj by nebylo možné vytvořit elektrický oblouk.

4. Základní materiál
Základní materiál je kov, který svařujete. Může to být jakákoli kovová součást, například ocel, nerezová ocel, hliník, litina nebo jiný kov, který potřebuje být spojen svařováním. Výběr základního materiálu má vliv na volbu elektrody, svařovacích parametrů a dalších komponent, jako je ochranný plyn, který může být použit při některých typech svařování.
5. Napájecí kabel
Napájecí kabel je elektrický kabel, který spojuje svářecí zdroj s elektrickou sítí. Tento kabel musí mít dostatečnou kapacitu pro přenos vysokého elektrického proudu potřebného pro svařování. Je důležité, aby napájecí kabel byl správně dimenzován a chráněn proti poškození, aby nedocházelo k přehřátí nebo úrazům elektrickým proudem.

6. Elektrody
Elektrody jsou klíčovým komponentem při svařování metodou MMA. Elektroda je drát nebo tyč, která je pokryta ochranným obalem. Tento obal chrání roztavený kov před oxidací a kontaminací vzduchem, což je zásadní pro dosažení kvalitního svaru. Elektrody mohou mít různé jádro a obaly v závislosti na materiálu, který je svařován. K dispozici jsou různé druhy elektrod, například rutilové, alkalické, bazické nebo celulozové elektrody, které se volí podle typu materiálu a požadovaného výsledku.
Každá z těchto komponent má nezastupitelnou roli při svařování metodou MMA. Svářecí zdroj, elektrody, zemnící kabel se svorkou, svářecí kleště, napájecí kabel a základní materiál společně tvoří základní vybavení potřebné k dosažení kvalitního a bezpečného svařování. Správné používání a údržba těchto komponent je nezbytné pro zajištění kvalitních svařovaných spojů, efektivitu práce a dlouhou životnost zařízení.
Jak správně zapojit svářecí zdroj pro svařování určuje několik faktorů. Projdeme si postupně každý z nich.

POLARITA
Polarita při svařování elektrickým obloukem metodou MMA označuje, jak je připojen kladný (+) a záporný (-) pól svářecího zdroje k elektrody a základnímu materiálu. V praxi to znamená, kde bude vznikat větší množství tepla.

Kladný pól (+)
Elektroda je připojena k kladnému terminálu. Teplo se vytváří převážně na elektrodě, což vede k rychlejšímu tavení elektrody, ale menší penetraci do základního materiálu.
Záporný pól (-)
Elektroda je připojena k zápornému terminálu. Větší množství tepla se vytváří na základním materiálu, což poskytuje lepší penetraci a silnější svar.
Volba polarity závisí na použité elektrodě, typu materiálu a požadovaném efektu svařování.
Rozdíly mezi + pól (kladným) a – pól (záporným) při svařování metodou MMA
Při svařování metodou MMA (Manual Metal Arc) je důležitým faktorem správné nastavení polarity, tedy přiřazení kladného ( + ) a záporného ( – ) pólu. Tento parametr může mít vliv na stabilitu svařovacího oblouku, vzhled svaru, strukturu materiálu a celkový výsledek svařování. Následuje přehled rozdílů mezi + pólem a – pólem při svařování, včetně toho, jak ovlivňují proces.
Kladný pól (+) – Elektroda připojena na kladný terminál (pól)
Když je elektroda připojena na kladný pól (kladný terminál svářecího zdroje), mluvíme o pozitivní polaritě. Tento režim má několik charakteristických rysů:
Větší zahřívání elektrody
Při použití kladného pólu se více tepla vytváří přímo na elektrodě než na základním materiálu. Tento efekt je využíván u některých typů svařování a pro určité elektrody, kde je důležité, aby byla elektroda rychleji tavená.
Rychlejší tavení elektrody
Když je elektroda připojena na kladný pól, dochází k rychlejšímu tavení elektrody, což může být výhodné při svařování materiálů, které vyžadují rychlou a silnou penetraci.
Používá se u specifických elektrod
Kladný pól je obvykle používán pro elektrody s kyselým obalem (například rutilové elektrody), které vyžadují vyšší teplotu na elektrodě pro optimální hoření.
Méně penetrace u některých materiálů: V tomto režimu je snížená penetrace na základní materiál, což může být nevýhodné, pokud je cílem hlubší penetrace.
Záporný pól (-) – Elektroda připojena na záporný terminál (pól)
Při použití záporného pólu, kdy je elektroda připojena k zápornému terminálu svářecího zdroje, mluvíme o negativní polaritě. Tento režim se také vyznačuje několika klíčovými vlastnostmi:
Větší zahřívání na základním materiálu
Při záporné polaritě se více tepla vytváří na svařovaném materiálu než na samotné elektrodě. Tento efekt je výhodný pro procesy, které vyžadují vysokou penetraci do základního materiálu, protože teplo je soustředěno na materiál, což usnadňuje roztavení a spojení.
Větší penetrace svaru
Záporný pól poskytuje hlubší penetraci do základního materiálu, což je výhodné při svařování silnějších materiálů, jako jsou silné plechy nebo trubky.
Pomalejší tavení elektrody
Při použití záporné polarity se elektroda taví pomaleji než při kladné polaritě. To může být výhodné pro udržení stabilního oblouku při svařování, protože menší množství roztaveného kovu je uvolněno z elektrody.
Používá se pro elektrody s alkalickým obalem
Záporný pól je často používán s alkalickými elektrody (např. bazické elektrody), které vyžadují hlubší penetraci a silnější zahřívání základního materiálu.
Vliv na vzhled svaru a kvalitu spoje
Při kladném pólu (+)
Svařování s kladnou polaritou (elektroda na kladném pólu) způsobuje větší zahřívání elektrody a menší penetraci do materiálu, což může vést k mělkým, širokým svarům. Tento režim je vhodný pro některé aplikace, kde není vyžadována vysoká penetrace, například pro tenké plechy.
Při záporném pólu (-)
Svařování se záporným pólem poskytuje lepší penetraci, což je důležité pro silnější materiály. Také pomáhá při udržování stabilnějšího svařovacího oblouku a dosažení silnějších svarů s lepšími mechanickými vlastnostmi.
Jak vybrat správnou polaritu
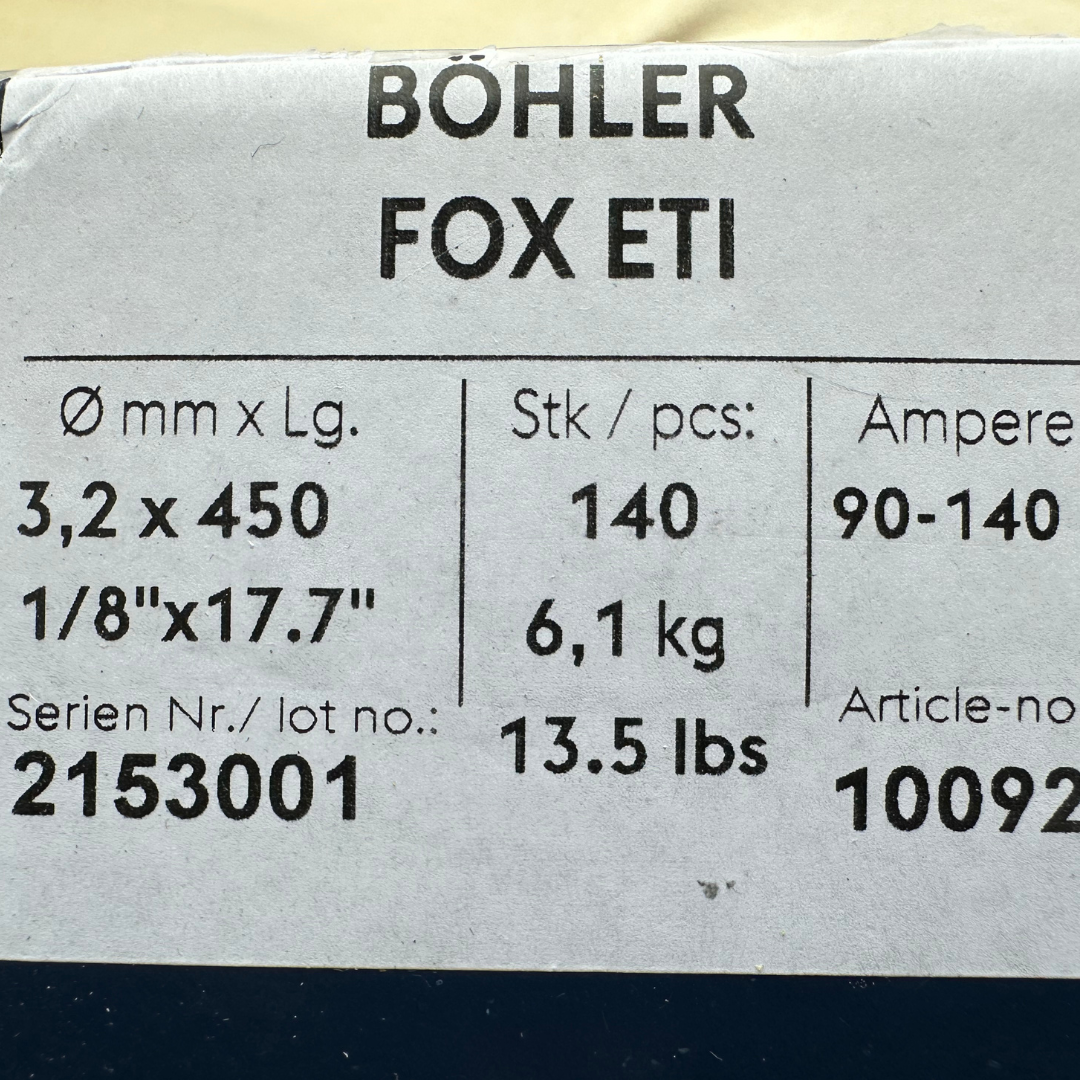
Veškeré informace týkající se polarity, složení elektrody, typu elektrody a její specifické možnosti použití jsou vždy uvedeny na obalech elektrody. Výrobci na obalu uvádějí doporučení pro optimální použití elektrody, včetně vhodné polarity, doporučených napěťových hodnot, průměru elektrody a typu materiálu, pro který je elektroda určena. Tento přehled informací umožňuje svářečům správně vybrat elektrody a nastavit optimální podmínky pro každý svařovací projekt.
Další faktory
Materiál svařování
Pro silnější materiály nebo materiály, které vyžadují hlubší penetraci, je lepší použít záporný pól.
Typ spoje a požadovaná hloubka penetrace
Pro povrchové spoje a tenké materiály je vhodnější kladná polarita. Pro spoje, které vyžadují hlubší penetraci, je lepší záporný pól.
Kladný a záporný pól mají významný vliv na svařovací proces a na kvalitu konečného spoje. Kladný pól je vhodný pro elektrody s kyselým obalem a materiály, které nevyžadují vysokou penetraci, zatímco záporný pól je ideální pro bazické elektrody a silnější materiály, kde je požadována hlubší penetrace a silnější svar. Správná volba polarity je klíčová pro dosažení optimálních výsledků při svařování.
Závěr
Svářecí zdroj pro metodu MMA elektroda zůstává stále jedním z nejpopulárnějších a nejdostupnějších řešení pro ruční svařování. Jeho flexibilita a široká použitelnost v různých podmínkách z něj činí ideální nástroj pro svářeče všech úrovní. Ať už jde o opravy na stavbách, svařování v dílnách nebo práci v náročných venkovních podmínkách, svářecí zdroj MMA poskytuje spolehlivý výkon a kvalitu sváru. Se správným výběrem a nastavením zařízení lze dosáhnout vysoce kvalitních výsledků, což činí tuto metodu stále vysoce ceněnou mezi profesionály i amatéry. Pochopení parametrů a správné používání svářecího zdroje je klíčem k úspěchu při každém svařování a zaručuje dlouhodobou spokojenost a efektivitu práce.



