
Při svařování je kladen velký důraz na kvalitu spojení mezi materiály, což zajišťuje pevnost a trvanlivost svaru. Mezi časté defekty, které mohou vzniknout během svařování, patří studené spoje, neprůvary a neprovařený kořen. Tyto problémy mohou mít vážné důsledky pro kvalitu svařování a mohou vést k oslabení struktury materiálu.
Studený spoj
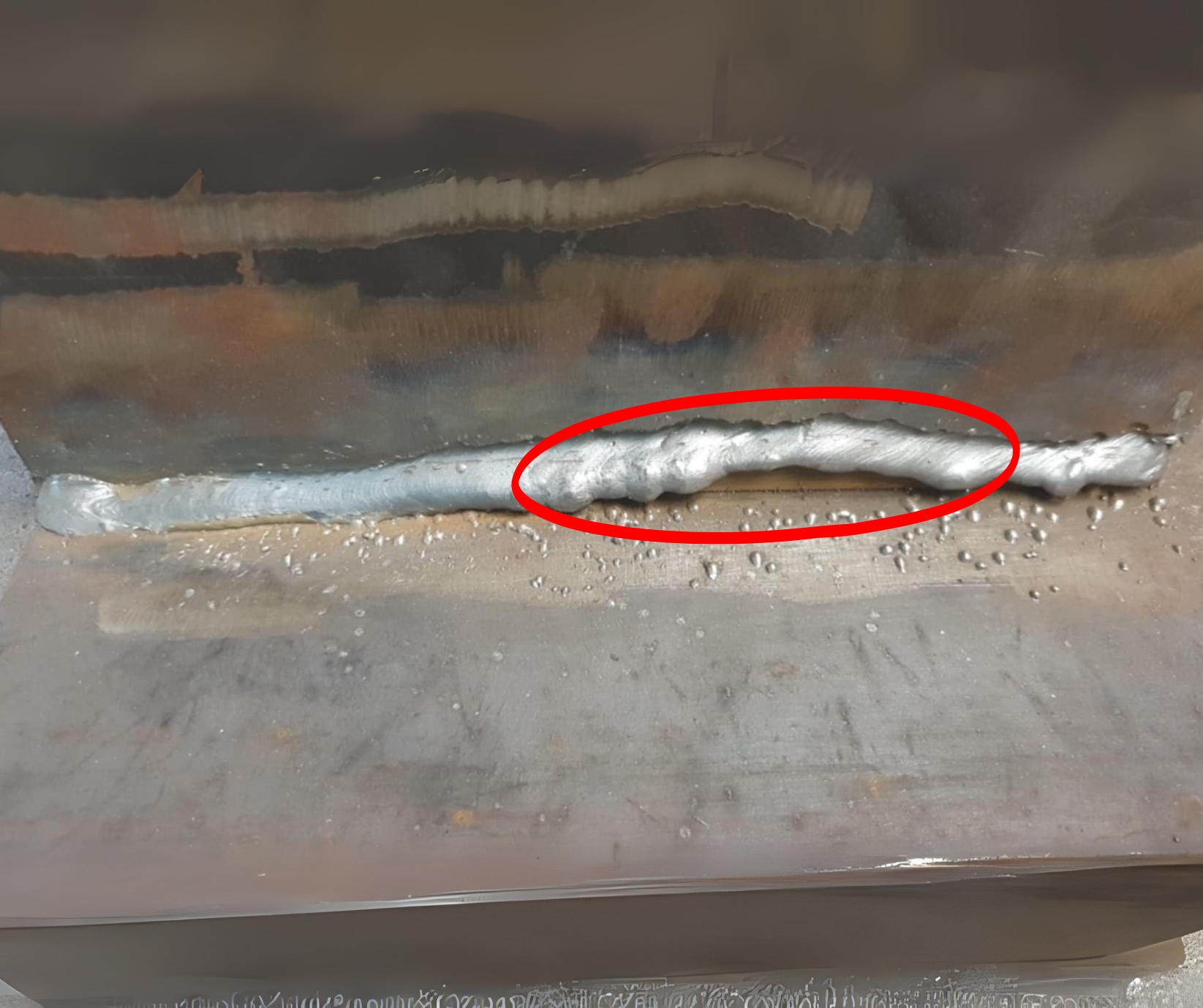
Studený spoj je defekt, který vzniká, když dva materiály nejsou správně spojeny nebo prohřáté během svařování. Tento typ defektu obvykle znamená, že roztavený kov nevytvořil dostatečné spojení mezi svařovanými materiály, což vede k oslabení spoje. Studený spoj může být výsledkem několika faktorů, včetně nevhodných svařovacích parametrů nebo špatné přípravy materiálu.
Příčiny studeného spoje:
Nedostatečná teplota svařování
Pokud svařovací oblouk není dostatečně horký, roztavený kov se nemůže dostatečně připojit k základnímu materiálu.
Nedostatečný přítlak elektrody nebo hořáku
Pokud není svařovací zařízení správně nastavena nebo je příliš rychlé, může dojít k nedostatečnému zahřátí materiálu na správnou teplotu.
Nevhodná volba materiálů
Použití materiálů s nízkou tavicí teplotou nebo s vysokým obsahem nečistot může bránit dostatečnému tavení základního materiálu a roztaveného kovu.
Důsledky:
Snížená pevnost svařovaného spoje.
Porucha struktury materiálu, která může vést k trhlinám nebo poruše svaru.
Zvýšené riziko selhání materiálu při aplikovaném mechanickém namáhání.
Neprůvar
Neprůvar je dalším častým defektem ve svařování, který vzniká, když svar nepronikne dostatečně do základního materiálu. Tento defekt může být způsoben tím, že roztavený kov se nedostatečně propojí s materiálem, což může vést k oslabení spoje. Neprůvar je často viditelný jako mezera nebo slabší část svaru, která nezajišťuje požadovanou pevnost.
Příčiny neprůvaru:
Nedostatečná hloubka svaru
Pokud je svařovací proces prováděn příliš rychle nebo s nízkým výkonem, může dojít k nedostatečnému proniknutí roztaveného kovu do základního materiálu.
Nízká energie oblouku
Při použití nízké svařovací energie (například příliš nízký proud nebo špatně nastavený oblouk) roztavený kov nedosáhne potřebné hloubky.
Nevhodné držení elektrody
Pokud elektroda není správně držena nebo není v optimální poloze, může dojít k nesprávné distribuci tepla a tím k neprůvaru.
Důsledky:
Snížená pevnost a odolnost svaru vůči zatížení.
Možnost prasklin nebo dalších defektů při působení vnějších sil.
Zvýšené riziko selhání svarového spoje v důsledku špatného propojení kovů.
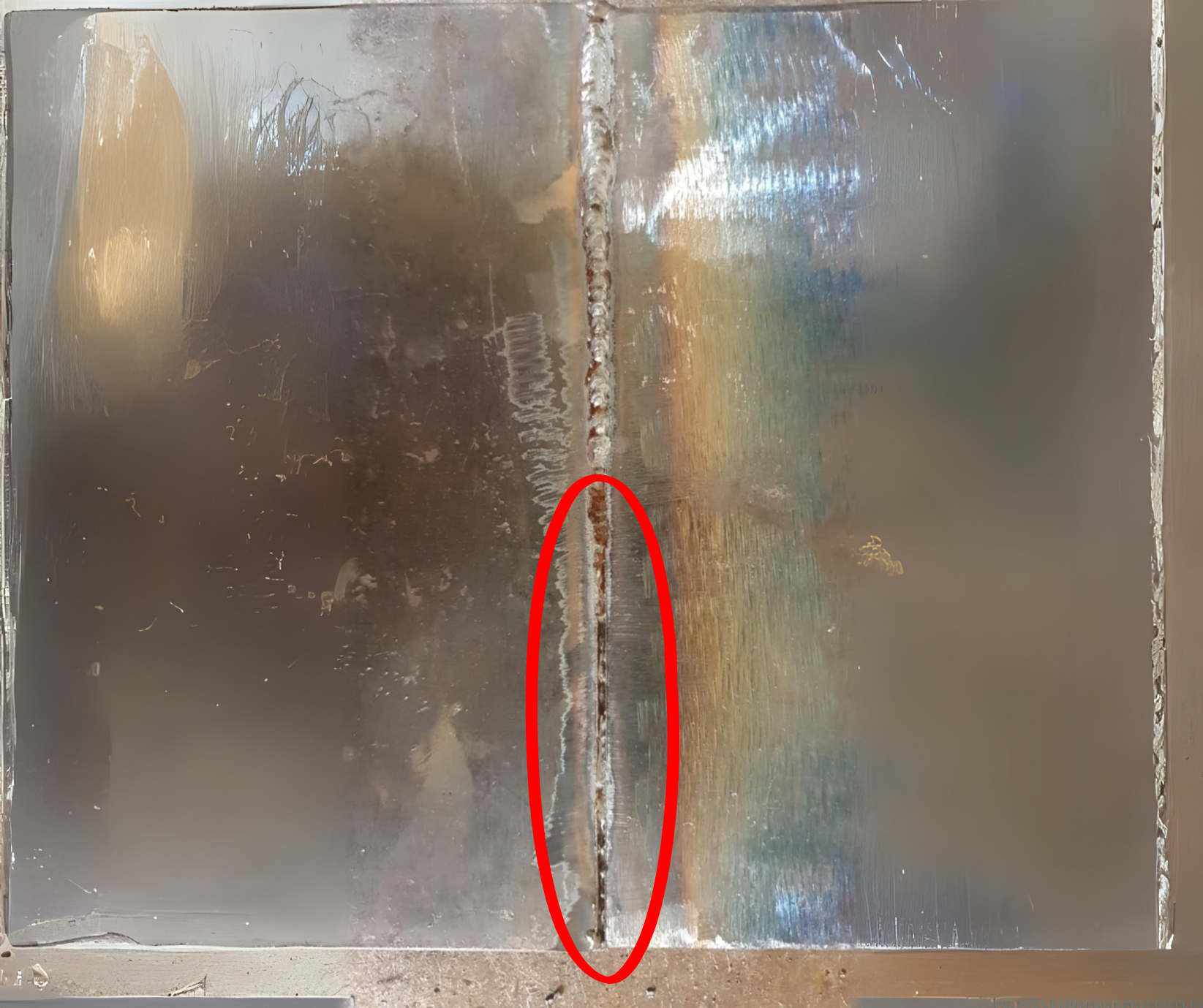
Neprovařený kořen
Neprovařený kořen je specifický typ neprůvaru, který se týká oblasti na začátku svaru, kde základní materiál není dostatečně propojen se svařovacím kovem. Tento defekt je často zjištěn při kontrole svaru, protože neprovařený kořen vytváří prázdný prostor nebo slabé místo na dně svaru, které může vést k následnému selhání.

Příčiny neprovařeného kořene:
Nedostatečná hloubka zahřátí v počáteční fázi svařování
Pokud je svařovací oblouk špatně nastaven v počáteční fázi, kořen svaru se nemusí dostatečně prohřát a propojit s materiálem.
Nevhodná volba svařovací techniky
Použití špatného typu svářecí metody (např. příliš rychlý pohyb elektrody nebo nevhodný úhel hořáku) může vést k neprovařenému kořenu.
Nevhodná volba elektrody nebo drátu
Použití elektrody nebo drátu, který není kompatibilní s materiálem nebo procesem, může způsobit špatné provázání kovu.
Důsledky:
Snížená pevnost a stabilita svarového spoje, zvláště u tlustších materiálů.
Zvýšené riziko korozního poškození v oblasti neprovařeného kořene.
Riziko selhání svaru při vystavení mechanickým nebo tepelným namáháním.
Studené spoje, neprůvary a neprovařený kořen jsou běžné defekty, které mohou mít zásadní vliv na kvalitu svařování. Tyto defekty obvykle vznikají z nesprávně nastavených svařovacích parametrů, nevhodné techniky nebo použití nekvalitních materiálů. Pro prevenci těchto problémů je klíčové pečlivě sledovat svařovací proces, správně nastavit teplotu a hloubku svaru, a dbát na správnou přípravu materiálů. Včasné odhalení a odstranění těchto defektů může výrazně zlepšit kvalitu svařovaného spoje a snížit riziko selhání.




