
Zkoušky svarů jsou nedílnou součástí procesu, který zajišťuje kvalitu a bezpečnost svarových spojů. Ať už jde o ocelové konstrukce, tlakové nádoby, potrubí nebo jiné výrobky, správně provedené zkoušky svarů jsou klíčové pro dosažení vysokých standardů v oblasti svařování.
Zkoušky svarů slouží k ověření kvality svarového spoje, což zahrnuje detekci případných vad, jako jsou trhliny, póry nebo nedostatečná penetrace svaru. Cílem těchto zkoušek je zajistit, aby svarové spoje byly schopné odolávat mechanickým a tepelným zatížením, pro které byly navrženy.
Typy zkoušek svarů
Základní rozdělení zkoušek svarů lze provést podle jejich charakteru na destruktivní zkoušky a nedestruktivní zkoušky. Každý typ zkoušky má svůj specifický účel a metodiku a je vybrán podle požadavků na kvalitu sváru a aplikaci. Zde je přehled obou kategorií:
1. Destruktivní zkoušky (Destructive Testing, DT)
Destruktivní zkoušky zahrnují testy, při nichž je zkušební vzorek zcela zničen, což znamená, že se nedá znovu použít. Tyto zkoušky poskytují podrobné informace o mechanických vlastnostech svaru, jako je pevnost, tažnost a odolnost vůči únavě. Mezi nejběžnější destruktivní zkoušky patří:
Tahová zkouška – Určuje pevnost svaru v tahu, což je základní test pro hodnocení odolnosti proti porušení při napětí.
Zkouška ohybem – Testuje tažnost a flexibilitu svaru při ohybu, a to buď na studeném, nebo zahřátém vzorku.
Zkouška na střih – Slouží k hodnocení pevnosti svaru při zatížení v rámci střihových sil.
Využití mikrostruktury – Zkoumá mikrostrukturu svaru pod mikroskopem, aby se zjistila kvalita zhutnění a přítomnost defektů.
2. Nedestruktivní zkoušky (Non-Destructive Testing, NDT)
Nedestruktivní zkoušky jsou takové, při kterých zůstává svařovaný spoj nepoškozený, a lze tak zjišťovat různé defekty nebo vady bez jeho zničení. Tato metoda je výhodná pro pravidelnou kontrolu během výroby nebo provozu, protože nevyžaduje zničení materiálu. Mezi běžně používané nedestruktivní zkoušky patří:
Dohledová vizuální kontrola (VT) – Nejjednodušší a nejběžnější forma kontroly, která se provádí vizuálně pomocí lidského oka nebo optických nástrojů.
Ultrazvuková zkouška (UT) – Pomocí vysokofrekvenčního zvukového signálu detekuje vady ve svaru, jako jsou trhliny, dutiny nebo jiná poškození.
RT (Rentgenová nebo gamma zkouška) – Používá se k detekci vnitřních defektů svaru, jako jsou pory nebo trhliny, pomocí rentgenových nebo gamma paprsků.
Magnetická prášková zkouška (MPI) – Umožňuje detekci povrchových trhlin v materiálech, které jsou magnetické, pomocí magnetického pole a práškového zobrazení.
Kapilární zkouška (PT) – Tato metoda využívá kapalné penetranty k detekci povrchových trhlin a defektů.

Vizuální zkouška (VT)
Vizuální zkouška (VT) je metoda neničivého testování, která zahrnuje prohlídku svarového spoje a jeho okolí, přičemž se zaměřuje na detekci povrchových vad. Tato zkouška nevyžaduje žádné složité zařízení ani chemické látky – vše, co je potřeba, je dobré světlo a někdy zvětšovací pomůcky, jako jsou lupy nebo mikroskopy.
Během vizuální kontroly se kontrolor soustředí na celkový vzhled svaru a hledá specifické vady, které mohou ovlivnit pevnost a integritu svaru. Pokud jsou detekovány jakékoli vady, musí být podrobeny dalšímu vyšetření nebo odstranění.
Vizuální zkouška je jednou z prvních metod, které se používají při kontrole svaru.

Příprava povrchu
Před samotnou kontrolou je důležité zajistit, aby povrch svarového spoje byl čistý a bez jakýchkoli nečistot, jako jsou oleje, prach, barvy nebo koroze. Tyto nečistoty mohou zakrýt možné vady nebo způsobit falešně negativní výsledky.
Provedení kontroly
Kontrolor provádí vizuální prohlídku svaru a hodnotí jeho vzhled. Zkoumá celkový tvar svaru, přítomnost trhlin, pórů, slévání, nadměrného přehřátí, nedostatečné penetrace nebo jiných deformací. Kontrola se provádí pod dobrým osvětlením a při vhodném úhlu, aby byly vady co nejlépe viditelné.
Použití zvětšovacích pomůcek
Pokud jsou vady na hranici viditelnosti, může kontrolor použít zvětšovací pomůcky, jako jsou lupy nebo mikroskopy. Tímto způsobem se zvyšuje detailnost kontroly, což je užitečné zejména u jemnějších vad, které jsou na povrchu materiálu méně nápadné.
Záznam a vyhodnocení
Pokud jsou zjištěny vady, musí být přesně zdokumentovány. Záznamy obsahují informace o druhu vady, její velikosti, umístění a dalších relevantních detailech. V některých případech může být nutné provést další testy, jako je penetrantní nebo ultrazvuková zkouška, pro potvrzení a detailní analýzu vady.
Výhody vizuální zkoušky
Vizuální zkouška má mnoho výhod, které ji činí velmi oblíbenou metodou pro kontrolu svarů:
Rychlost a jednoduchost
Tento typ zkoušky je velmi rychlý a snadný na provedení. Kontrolor může často získat výsledky okamžitě a provést hodnocení bez zbytečných komplikací.
Nízké náklady
Vizuální zkouška nevyžaduje drahé vybavení, což ji činí cenově dostupnou metodou pro širokou škálu aplikací.
Žádné poškození materiálu
Jelikož se neprovádí žádné zásahy do materiálu, vizuální zkouška je neničivá, což znamená, že materiál nebo svar nebudou poškozeny.
Přístupnost
Tento typ zkoušky lze použít téměř na jakémkoli typu materiálu a v různých prostředích, včetně náročných podmínek.
Omezení vizuální zkoušky
I když vizuální zkouška nabízí mnoho výhod, má také několik omezení:
Pouze povrchové vady
Vizuální zkouška je efektivní pouze pro detekci povrchových vad. Nelze s ní zjistit problémy uvnitř materiálu, jako jsou vnitřní trhliny nebo zmetky, které nejsou na povrchu viditelné.
Závislost na osvětlení a zkušenostech
Úspěšnost vizuální zkoušky závisí na kvalitě osvětlení a zkušenostech kontrolora. Špatné osvětlení nebo nízká úroveň dovedností mohou vést k přehlédnutí některých vad.
Není vhodná pro všechny materiály
U materiálů, které mají drsný nebo nepravidelný povrch, může být obtížnější provádět efektivní vizuální kontrolu.
Vizuální zkouška svaru je základní, ale velmi efektivní metodou pro kontrolu kvality svarových spojů. Ačkoliv má své limity, její rychlost, jednoduchost a nízké náklady ji činí neocenitelným nástrojem v oblasti svařování a výroby. Každý svářeč a inspektor by měl tuto metodu ovládat, aby zajistil, že každý svar bude vyhovovat požadovaným standardům bezpečnosti a kvality.
Kapilární Zkouška (PT)
Kapilární zkouška je metoda neničivého testování, která využívá schopnost kapilárního efektu (tedy schopnosti kapalin vzlínat do malých trhlin a pórů) k detekci povrchových vad na materiálu. Tato metoda je založena na aplikaci speciálních kapalin, které se dostanou do pórů a trhlin na povrchu testovaného materiálu, což následně umožní vizuální identifikaci defektů.
Kapilární zkouška je velmi efektivní při hledání vad na povrchu materiálů, které jsou jinak obtížně viditelné, jako jsou mikroskopické trhliny nebo pory. Výhodou této zkoušky je její relativní jednoduchost, nízké náklady a rychlost provedení.
Kapilární zkouška zahrnuje několik kroků, které musí být pečlivě dodrženy, aby byla dosažena přesná a spolehlivá hodnocení.

Příprava povrchu
Před samotnou aplikací kapilární kapaliny je nutné důkladně vyčistit povrch testovaného materiálu. To zahrnuje odstranění nečistot, mastnoty, olejů a jiných kontaminantů, které by mohly ovlivnit schopnost kapaliny vzlínat do pórů a trhlin.
Aplikace penetrantu
Na připravený povrch se nanese kapilární kapalina, která je zpravidla červená nebo žlutá. Tato kapalina má vlastnost, že se dostává do malých trhlin a pórů na povrchu materiálu díky kapilárnímu efektu. Nechá se působit určitou dobu, aby se kapalina dostala do všech vad.
Odstranění přebytečného penetrantu
Po určité době, kdy penetrant had čas dostat se do vad, je nutné přebytečný penetrant z povrchu materiálu setřít. Tento krok je velmi důležitý, aby se zajistilo, že pouze penetrant, který pronikl do vad, zůstane na povrchu.
Aplikace vývojky
Na povrch se následně nanáší speciální vývojka, která působí tak, že zviditelní vniknutý penetrant. Vývojka se obvykle používá ve formě prášku, pasty nebo kapaliny. Po jejím nanesení dochází k výstupu penetrantu na povrch trhliny, což vede k vytvoření barevných stop nebo obrazců.
Hodnocení výsledků
Po aplikaci vývojky je možné vizuálně zhodnotit, zda jsou na povrchu materiálu zjeveny trhliny nebo jiné defekty. Pokud penetrant pronikl do nějaké vady, vznikne viditelný barevný obrazec, který označuje místo defektu.
Výhody kapilární zkoušky
Kapilární zkouška je velmi oblíbená díky svým výhodám, které zahrnují:
Jednoduchost a rychlost
Celý proces je relativně rychlý a jednoduchý. Vyžaduje minimální přípravy a může být proveden na různých typech materiálů.
Nízké náklady
Kapilární zkouška patří mezi cenově dostupné metody neničivého testování.
Detekce povrchových vad
Tato metoda je ideální pro odhalení povrchových vad, které mohou být jinými metodami obtížně detekovatelné.
Všestrannost
Lze ji použít pro širokou škálu materiálů, jako jsou kovy, plasty nebo sklo, což z ní činí univerzální nástroj pro kontrolu kvality.
Omezení kapilární zkoušky
I když kapilární zkouška nabízí mnoho výhod, má také své limity:
Pouze pro povrchové vady
Tato metoda detekuje pouze vady, které jsou na povrchu materiálu. Není vhodná pro detekci vnitřních defektů.
Citlivost na kontaminaci
Pokud povrch materiálu není správně vyčištěn, mohou být výsledky zkreslené, což může vést k falešně negativním nebo pozitivním výsledkům.
Není vhodná pro všechna prostředí
V některých případech, například v prostředí s vysokým stupněm znečištění nebo v extrémních podmínkách, může být obtížné provést kapilární zkoušku správně.
Kapilární zkouška je jednou z nejúčinnějších a nejběžnějších metod neničivého testování pro detekci povrchových vad. Je to cenově dostupná, rychlá a efektivní technika, která se využívá v mnoha průmyslových odvětvích, jako jsou letectví, automobilový průmysl, stavebnictví a energetika. I když má některá omezení, její výhody v oblasti detekce povrchových defektů ji činí nepostradatelným nástrojem pro kontrolu kvality svařovaných spojů a dalších materiálů.
Ultrazvuková zkouška (UT)
Ultrazvuková zkouška je metoda neničivého testování, která využívá vysokofrekvenční zvukové vlny (ultrazvuk) k detekci vad uvnitř materiálu. Tento proces funguje na principu vysílání ultrazvukových vln do testovaného materiálu, které se odrážejí od vnitřních defektů, jako jsou trhliny, vzduchové bubliny nebo pory. Detektor pak zaznamenává tyto odrazy a na základě časových a intenzitních změn určuje umístění a velikost vad.
Ultrazvuková zkouška se používá nejen pro detekci vad, ale také k měření tloušťky materiálu a hodnocení kvality svarového spoje v celkovém kontextu. Tato metoda je vysoce efektivní pro detekci defektů, které jsou jinými metodami (např. vizuální kontrola nebo kapilární zkouška) obtížně zjistitelné.

Vysílání ultrazvukových vln
Začíná se použitím ultrazvukového snímače, který generuje vysokofrekvenční zvukové vlny. Tyto vlny jsou vysílány do testovaného materiálu (svarového spoje) pomocí tzv. přenosového média (nejčastěji gelu nebo kapaliny), které zajišťuje efektivní přenos vlny mezi snímačem a materiálem.
Odraz vln
Zvukové vlny procházejí materiálem a narazí na rozhraní různých materiálových vrstev nebo na vady uvnitř materiálu. Při narazu na defekt (např. trhlinu, vzduchovou bublinu nebo pór) se část vlny odrazí zpět. Tento odraz je detekován snímačem.
Zpracování signálů
Detektor (nebo přijímač) měří čas, který uplyne mezi vysláním vlny a jejími odrazy, a podle tohoto času určuje vzdálenost, na které se defekt nachází. Na základě intenzity a charakteristiky odrazu lze určit velikost a typ vady.
Zobrazení výsledků
Výsledky měření se zpracovávají a zobrazují na obrazovce v podobě ultrazvukového obrazce (echogramu), který ukazuje časové zpoždění odrazů a jejich intenzitu. Analýzou tohoto obrazce je možné posoudit povahu a umístění vad.
Typy ultrazvukové zkoušky při svařování
Existují dvě hlavní metody ultrazvukové zkoušky, které se používají při svařování:
Přímá ultrazvuková zkouška (Direct Contact Testing)
Při této metodě je snímač připojen přímo na povrch materiálu. Zvukové vlny jsou vedeny přímo do materiálu pomocí přenosového média, což zajišťuje vysokou kvalitu výsledků. Tento typ se používá pro zkoušky svarů na materiálech, kde je možné dosáhnout přímého kontaktu mezi snímačem a testovaným objektem.
Přenosová (transmisní) ultrazvuková zkouška (Through Transmission Testing)
Tato metoda využívá dva snímače – jeden pro vysílání zvukových vln a druhý pro jejich příjem na druhé straně materiálu. Tato metoda se používá pro zkoušení materiálů s velkou tloušťkou nebo pro detekci defektů v těžko přístupných oblastech.
Výhody ultrazvukové zkoušky
Detekce vnitřních vad
Ultrazvuková zkouška je schopná detekovat vnitřní vady, které nejsou viditelné při vizuálních nebo kapilárních zkouškách, jako jsou trhliny, pory, zmetky nebo nepřesnosti ve struktuře svaru.
Vysoká citlivost
Ultrazvuková metoda je velmi citlivá, což umožňuje detekci malých defektů i ve velmi silných materiálech.
Bezpečnost materiálu
Jako metoda neničivého testování (NDT) nezpůsobuje žádné poškození materiálu, což znamená, že po zkoušce je materiál stále použitelný pro výrobu.
Rychlost a efektivita
Ultrazvuková zkouška je rychlá a efektivní, což znamená, že lze testovat velké množství svarových spojů v krátkém čase.
Možnost měření tloušťky materiálu
Ultrazvuková zkouška může také poskytnout cenné informace o tloušťce materiálu nebo svaru, což je důležité pro hodnocení integrity celkového výrobku.
Omezení ultrazvukové zkoušky
Povrchová příprava
Ultrazvuková zkouška vyžaduje dobrou přípravu povrchu, což znamená, že materiál musí být čistý a bez hrubých povrchových vad, které by mohly ovlivnit přenos zvukových vln.
Složitost analýzy výsledků
Výsledky ultrazvukových zkoušek mohou být složité a vyžadují zkušeného odborníka pro správné vyhodnocení, protože různé defekty mohou mít podobné ultrazvukové signály.
Vyžaduje specializované vybavení
Ultrazvuková zkouška vyžaduje speciální zařízení a školené pracovníky, což může znamenat vyšší náklady v porovnání s některými jednoduššími metodami.
Ultrazvuková zkouška je v oblasti svařování vysoce efektivní metodou neničivého testování, která umožňuje detekci vnitřních vad svarových spojů, jež by jinak mohly zůstat neodhaleny. Své výhody prokazuje především u silných materiálů, kde je potřeba zkoumat vnitřní strukturu a kvalitu svarů. I když si vyžaduje odborné vybavení a zkušenosti, její schopnost poskytovat rychlé, přesné a spolehlivé výsledky ji činí nezbytnou součástí moderního procesu kontroly kvality ve svařování.
RT / RTG (Rentgenová zkouška)
RT kontrola je metoda neničivého testování, která využívá rentgenové záření (nebo gama záření) k prozkoumání vnitřní struktury materiálu a svarových spojů. Tato metoda se používá k detekci vnitřních vad, které by mohly ovlivnit pevnost a bezpečnost svařovaného spoje. Rentgenové záření prochází materiálem a je zachyceno na speciálním detektoru (např. film, digitální senzor), který vytvoří obraz vnitřní struktury svaru.
Výsledkem RT kontroly je rentgenová snímka, která ukazuje detailní strukturu materiálu a jeho případné vady. Tato snímka je poté analyzována odborníkem, který určí povahu a velikost vad a jejich vliv na kvalitu a bezpečnost svaru.
Rentgenová zkouška svaru probíhá v několika krocích.

Příprava vzorku
Před zahájením RT kontroly je třeba připravit vzorek svaru, který bude podroben zkoušce. Tato příprava zahrnuje vyčištění povrchu, odstranění prachu, olejů a jiných nečistot, které by mohly ovlivnit výsledky testu.
Umístění rentgenového zařízení
Na vzorek je umístěn rentgenový zdroj, který vysílá rentgenové paprsky směrem k testovanému materiálu. Na druhé straně vzorku se nachází detektor (nejčastěji rentgenový film nebo digitální senzor), který zachycuje procházející záření.
Vysílání rentgenového záření
Rentgenové záření prochází materiálem a jeho část se absorbuje nebo odráží v závislosti na hustotě a struktuře materiálu. Při narazu na vnitřní defekty, jako jsou trhliny, póry nebo nehomogenity, se záření odráží nebo rozptýlí, což vytváří obraz vady na detektoru.
Získání rentgenového obrazu
Detektor zachytí rentgenové záření, které prošlo materiálem, a vytvoří obraz vnitřní struktury materiálu. Tento obraz je následně zobrazen na filmovém materiálu nebo digitální obrazovce, kde je možné detailně analyzovat vady.
Vyhodnocení výsledků
Rentgenové snímky jsou analyzovány odborníky, kteří identifikují vady a určují jejich velikost a umístění. Na základě výsledků analýzy může být rozhodnuto, zda svar vyhovuje požadovaným normám nebo zda je potřeba provést opravy.
Výhody RT kontroly
RT kontrola má řadu výhod, které ji činí neocenitelným nástrojem pro kontrolu kvality svarových spojů.
Detekce vnitřních vad
Hlavní výhodou RT kontroly je schopnost detekovat vnitřní vady, které nejsou viditelné jinými metodami, jako jsou trhliny, pory, zmetky nebo praskliny, které by mohly ohrozit pevnost svaru.
Vysoká citlivost
RT kontrola je velmi citlivá a dokáže detekovat i drobné defekty, které by mohly být přehlédnuty při jiných testech. To je zvláště důležité v kritických oblastech, kde jsou vysoké nároky na bezpečnost a spolehlivost svaru.
Trvalý záznam
RT kontrola poskytuje trvalý obraz (film nebo digitální snímek) o stavu svaru, což může být užitečné pro dokumentaci a archivaci výsledků kontroly. Tento záznam lze v budoucnu použít pro další analýzu nebo pro potřeby certifikace.
Bezpečnost a spolehlivost
Rentgenová zkouška je vhodná pro testování svařovaných spojů, které jsou těžko přístupné nebo vyžadují testování v nepřetržitém provozu. Vzhledem k tomu, že metoda je neničivá, lze ji aplikovat bez poškození materiálu.
Vhodné pro silné materiály
RT kontrola je ideální pro zkoušení silných materiálů nebo těžkých konstrukcí, kde jsou jiné metody testování méně efektivní.
Omezení RT kontroly
I když RT kontrola má mnoho výhod, existují i některá omezení:
Omezená detekce povrchových vad
RT kontrola je zaměřena na detekci vnitřních vad. Pro zjištění povrchových vad je třeba použít jiné metody, jako je vizuální kontrola nebo kapilární zkouška.
Vyšší náklady
RT kontrola vyžaduje speciální vybavení, jako je rentgenové zařízení a detektory, což zvyšuje náklady na provedení zkoušky. Také je nutné mít školený personál, který bude schopen správně vyhodnotit výsledky.
Radiologické riziko
Použití rentgenového záření vyžaduje přísná bezpečnostní opatření, protože záření může být pro lidské zdraví škodlivé. To znamená, že při RT kontrole je nutné zajistit odpovídající ochranu pro pracovníky a správné zacházení s radiologickými materiály.
Délka zkoušky
Vzhledem k tomu, že rentgenová zkouška vyžaduje čas na přípravu a analýzu snímků, může být proces testování delší než u některých jiných metod.
Aplikace RT kontroly ve svařování
RT kontrola je široce používána v oblastech, kde je zajištění kvality a bezpečnosti svařovaných spojů klíčové.
Letecký průmysl
Testování svarů na letadlech a jiných aeronautických konstrukcích, kde jsou požadavky na kvalitu a bezpečnost extrémně vysoké.
Energetika
V oblasti jaderné energetiky, ropných a plynových zařízení je RT kontrola nezbytná pro zajištění integrity svarových spojů na tlakových nádobách a potrubí.
Strojírenství a petrochemie
V těchto odvětvích se RT kontrola používá pro kontrolu svarů na konstrukcích, potrubích a jiných kritických komponentách.
Výroba tlakových nádob a konstrukcí
RT kontrola je také běžně používána pro testování svarů na tlakových nádobách, kotlech a potrubích, kde mohou vady představovat riziko pro bezpečnost.
RT kontrola je vysoce efektivní a přesná metoda neničivého testování, která je ideální pro detekci vnitřních vad svarových spojů, které by jinak mohly zůstat neodhaleny. I přes některá omezení, jako jsou náklady a potřeba speciálních opatření pro práci s rentgenovým zářením, je RT kontrola klíčová pro udržení vysokých standardů kvality a bezpečnosti v průmyslových odvětvích, kde jsou požadavky na integritu svarů nekompromisní.
Zkouška tahu
Zkouška tahem (nebo test pevnosti v tahu) je mechanická zkouška, při které je vzorek materiálu nebo svarového spoje vystaven jednostrannému tahovému zatížení, dokud nedojde k jeho přetržení. Tato zkouška měří, jak silný je materiál nebo spoj při aplikaci tahového napětí, což poskytuje informace o jeho pevnosti, pružnosti, mezích kluzu a dalších mechanických vlastnostech.
Ve svařování je tato zkouška často používána k posouzení pevnosti svarových spojů, protože svar musí být schopen odolat sílám, které mohou působit na konstrukci. Zkouška tahem umožňuje zjistit, zda svarový spoj vykazuje požadovanou pevnost a jaké jsou jeho mezní hodnoty.
Zkouška tahem se provádí na speciálně připravených vzorcích materiálu nebo svařovaného spoje. Proces zahrnuje několik kroků.

Příprava vzorku
Pro zkoušku tahem je nutné připravit vzorek, který může být buď svařovaný, nebo z materiálu, který je součástí celkové konstrukce. Vzorek je obvykle tvarován do standardizovaného tvaru, jako je například plochý plech nebo válcová tyč, podle požadavků normy (např. ISO, ASTM).
Umístění vzorku do zkušebního zařízení
Vzorek je umístěn do zkušební stroje, který je vybaven dvěma rameny, mezi kterými je vzorek uchycen. Stroje pro zkoušku tahem jsou navrženy tak, aby aplikovaly postupně rostoucí tahovou sílu na vzorek.
Aplikace tahového zatížení
Zkušební stroj začíná aplikovat tahovou sílu na vzorek, přičemž síla se zvyšuje až do okamžiku, kdy vzorek dojde k přetržení. Během tohoto procesu se měří různé mechanické parametry, jako je napětí, deformace a délkové změny vzorku.
Záznam výsledků
Během testu jsou zaznamenávány hodnoty napětí a deformace. Výsledkem zkoušky je obvykle křivka napětí-deformace, která ukazuje, jak se vzorek chová při rostoucí síle. Tento graf poskytuje informace o mezích kluzu, mezích pevnosti a pružnosti materiálu nebo svarového spoje.
Vyhodnocení
Po přetržení vzorku se analyzují výsledky testu. Důležitými parametry jsou:
Mez pevnosti v tahu (UTS): Maximální napětí, které vzorek vydrží před přetržením.
Mez kluzu: Bod, při kterém materiál začne vykazovat trvalou deformaci bez dalších změn v pevnosti.
Prodloužení: Jak moc se vzorek prodloužil před přetržením.
Zlomení: Místo, kde došlo k přetržení vzorku (může ukázat na slabé místo ve svaru).
Výhody zkoušky tahem
Měření skutečné pevnosti svarového spoje
Zkouška tahem poskytuje přímou informaci o pevnosti svarového spoje, což je nezbytné pro hodnocení jeho schopnosti odolávat zatížení.
Stanovení mechanických vlastností materiálu
Testování pomáhá určit důležité mechanické vlastnosti svařovaných materiálů, jako je mez kluzu, maximální pevnost nebo pružnost, což jsou klíčové faktory pro celkovou spolehlivost a bezpečnost svaru.
Identifikace slabých míst
Zkouška tahem pomáhá identifikovat potenciální slabá místa ve svaru, jako jsou nedostatečné svarové přechody, praskliny nebo nesprávné procesy svařování, které by mohly vést k poruše při skutečném zatížení.
Zajištění kvality a bezpečnosti
V oblastech, kde je bezpečnost klíčová (např. letecký průmysl, energetika), pomáhá zkouška tahem zajistit, že svařované spoje splňují přísné požadavky na kvalitu a bezpečnost.
Omezení zkoušky tahem
Destruktivní charakter
Zkouška tahem je destruktivní metoda, což znamená, že vzorek musí být po testu zničen. Tato metoda tedy není vhodná pro testování hotových výrobků, ale spíše pro testování vzorků nebo kontrolní kusy.
Požadavky na vzorky
Vzorky pro zkoušku tahem musí být pečlivě připraveny, což může být časově náročné a nákladné, zejména pokud jde o vzorky složitých svařovaných spojů.
Neposkytuje informace o chování svaru v reálných podmínkách
Zkouška tahem se provádí za specifických laboratorních podmínek, které se mohou lišit od skutečných podmínek, kterým budou svařované spoje vystaveny v praxi. Proto je důležité ji kombinovat s dalšími testy, jako je například zkouška ohybem nebo únavová zkouška.
Zkouška tahem je základní metodou pro posuzování pevnosti svařovaných spojů. Pomáhá nejen při ověřování, že svar vydrží požadované mechanické zatížení, ale také při analýze jeho struktury a identifikaci potenciálních problémů, které by mohly ovlivnit dlouhodobou spolehlivost svaru. I když má tato zkouška svá omezení, je nezbytná pro zajištění kvality a bezpečnosti svarových spojů ve vysoce náročných aplikacích.
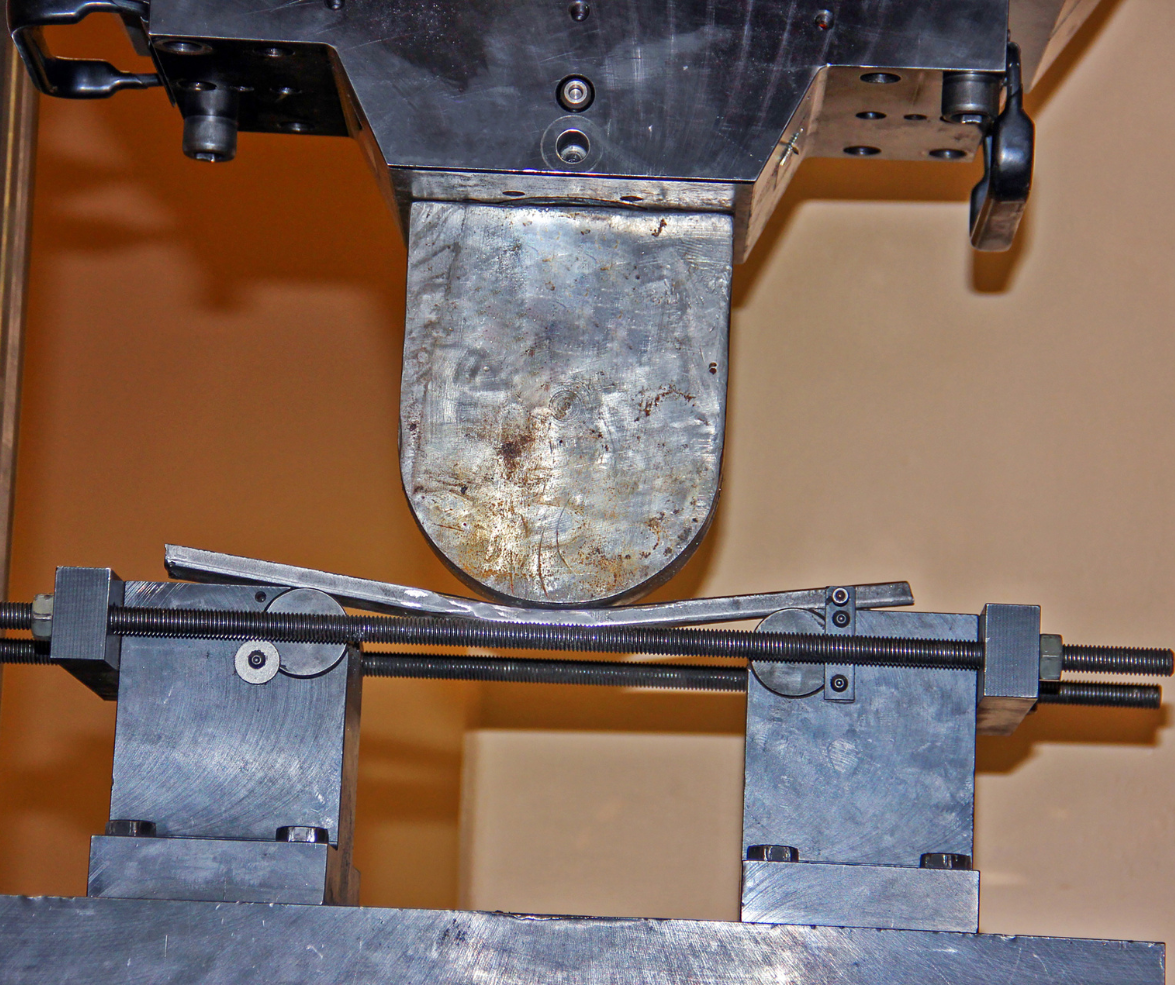
Zkouška ohybem
Zkouška ohybem je jednou z mechanických zkoušek, která se používá k hodnocení pevnosti a pružnosti svarových spojů. Tato metoda se často využívá k ověření kvality svaru, zejména v případech, kdy je očekáváno, že svar bude vystaven ohybovým silám, jako je tomu u tenkých materiálů nebo konstrukčních prvků.
Při zkoušce ohybem je vzorek svařovaného materiálu umístěn mezi dvě opory, na které je aplikována síla, která způsobí ohyb. Cílem je zjistit, jak dobře svařovaný spoj odolává ohybovému zatížení a zda při ohybu nevznikají trhliny nebo jiné defekty, které by mohly ovlivnit jeho pevnost.
Provedení zkoušky
Příprava vzorku
Vzorek je obvykle připraven ve formě ploché tyče nebo plechu s danou šířkou, délkou a tloušťkou. Svařovaný spoj je umístěn ve středu vzorku.
Aplikace ohybového zatížení
Na vzorek je aplikována síla v centru, což způsobí jeho ohnutí. Zkouška může pokračovat až do dosažení určité deformace nebo zlomení vzorku.
Hodnocení výsledků
Po provedení zkoušky je zkontrolován svarový spoj na přítomnost trhlin nebo dalších strukturálních problémů. Zkouška hodnotí, zda je materiál schopen odolávat ohybovému zatížení bez porušení.
Výhody zkoušky ohybem
Jednoduchost a rychlost
Zkouška ohybem je jednoduchá a rychlá metoda pro kontrolu pevnosti svarů.
Detekce povrchových vad
Pomáhá odhalit vady, které se mohou vyskytnout na povrchu svarového spoje, jako jsou trhliny nebo praskliny.
Omezení pouze pro určité aplikace
Zkouška ohybem je vhodná pro materiály a konstrukce, které jsou běžně vystaveny ohybovým silám. Nezohledňuje jiné typy zatížení, jako je tah nebo tlak.
Zkouška ohybem je efektivní metodou pro ověření kvality svarových spojů a je často používána v konstrukčním a strojírenském průmyslu k zajištění správné funkčnosti svarů pod ohybovým zatížením.
Zkouška tvrdosti
Zkouška tvrdosti je jednou z běžně používaných metod pro hodnocení mechanických vlastností svarových spojů. Pomáhá určit, jak odolný je svar proti opotřebení a jakou má schopnost odolávat trvalým deformacím při působení sil. Tato zkouška je obzvláště důležitá v oblastech, kde je požadována vysoká odolnost proti opotřebení, například v těžkém strojírenství, automobilovém průmyslu nebo energetice.
Při zkoušce tvrdosti je na svar nebo materiál aplikována určitá síla pomocí speciálního tvrdoměru, který vytváří do materiálu otisk. Hloubka nebo velikost tohoto otisku je následně měřena a přepočítávána na hodnotu tvrdosti podle příslušné metodiky (např. Rockwell, Vickers, Brinell). Výsledkem je číselná hodnota, která označuje odolnost materiálu proti trvalým deformacím.
Provedení zkoušky
Příprava vzorku
Vzorek, obvykle ve formě plochého plechu nebo kusu svařovaného materiálu, je umístěn do zkušebního zařízení.
Aplikace zatížení
Tvrdoměr vyvíjí na materiál definovaný tlak pomocí určitého tvrdicího zrna nebo koule. Tento tlak se udržuje po stanovenou dobu.
Měření otisku
Po odstranění zatížení je měřena velikost otisku. Na základě této hodnoty je určena tvrdost materiálu.
Výhody zkoušky tvrdosti
Rychlost a jednoduchost
Zkouška tvrdosti je rychlá a nevyžaduje složité přípravy, což ji činí efektivní metodou pro rutinní kontrolu svarů.
Detekce změn materiálových vlastností
Zkouška pomáhá odhalit změny v tvrdosti svarového spoje, které mohou vzniknout například v důsledku nesprávného svařovacího postupu nebo použití nevhodného materiálu.
Omezení
Povrchové výsledky
Zkouška tvrdosti měří pouze povrchovou odolnost materiálu a neodhalí vnitřní defekty nebo problémy s celkovou strukturou svaru.
Zkouška tvrdosti je důležitým nástrojem pro posuzování kvality svarových spojů, zejména v aplikacích, kde je odolnost proti opotřebení a trvalým deformacím klíčová.
Závěr
Zkoušky svarů jsou klíčovým krokem k zajištění kvality a bezpečnosti svařovaných spojů. Díky těmto testům můžeme ověřit, zda svařování splňuje požadované normy, ať už z hlediska pevnosti, odolnosti vůči korozi, nebo dalších mechanických vlastností. V závislosti na typu materiálu a požadavcích na aplikaci je výběr vhodné zkoušky rozhodující pro dosažení spolehlivých a dlouhodobých svárů.
Ať už jde o destruktivní testy, jako jsou tahové zkoušky, nebo nedestruktivní metody, jako je ultrazvuková kontrola, každá zkouška přispívá k tomu, aby bylo možné včas identifikovat potenciální problémy a vyhnout se tak riziku selhání v reálných provozních podmínkách. Pravidelné provádění těchto zkoušek zajišťuje nejen bezpečnost, ale i efektivitu celého výrobního procesu. Kvalitní zkoušky svarů jsou tedy nezbytné pro dosažení vysoké úrovně spolehlivosti a dlouhé životnosti svařovaných konstrukcí, což je klíčové pro každý průmyslový sektor.
