
Při TIG/WIG svařování (GTAW / metoda 141) hraje přídavný materiál klíčovou roli. Výběr správného drátu ovlivňuje kvalitu svaru, jeho mechanické vlastnosti i celkovou efektivitu práce. V tomto článku se podíváme na to, jaké typy přídavných materiálů se používají, jak se značí, balí, jaké mají rozměry, chemické složení a cenové rozpětí.
Přídavný drát pro TIG svařování je specifický tím, že se nepoužívá jako elektroda pro vytvoření oblouku (to je úkolem wolframové elektrody), ale slouží jako přídavný materiál, který se dodává do oblouku k vytvoření požadovaného spoje. Výběr správného drátu pro TIG svařování je klíčový pro dosažení optimálního výsledku, neboť musí být kompatibilní s materiálem, který svařujeme, a musí odpovídat specifickým požadavkům na pevnost, odolnost a vzhled sváru.
Rozdělení přídavných materiálů podle materiálu základního kovu
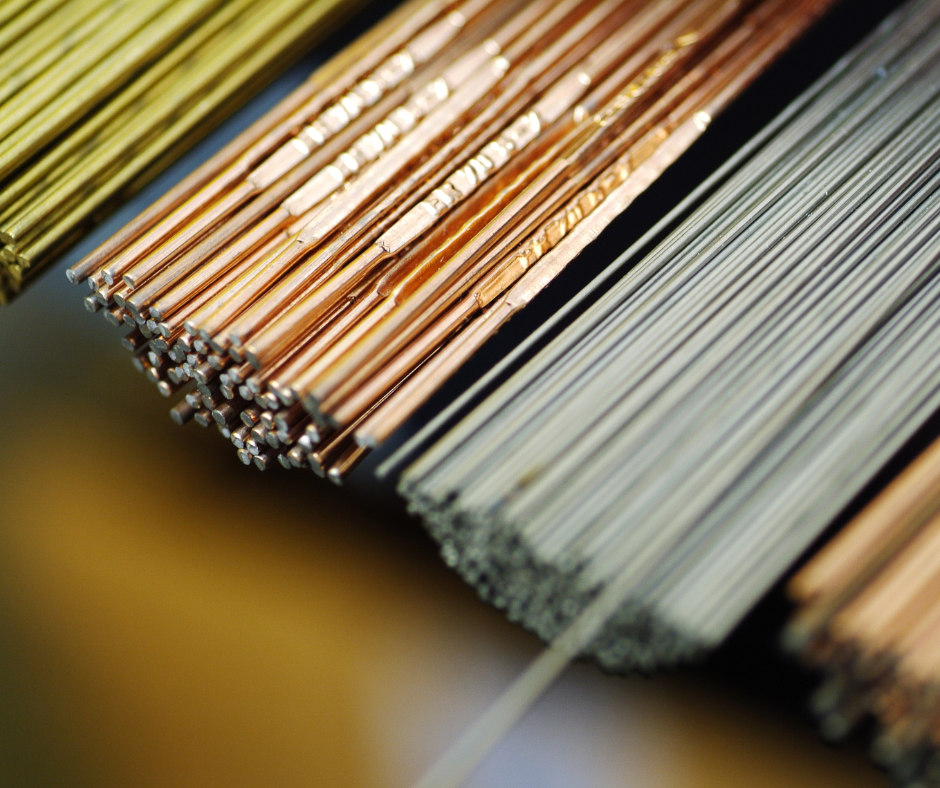
Přídavné materiály pro TIG metodu jsou vyráběny ve formě holých tyček (drátů) a jsou určeny pro ruční podávání. Rozdělujeme je podle základního kovu, ke kterému jsou určeny:
Nelegované a nízkolegované oceli (např. ER70S-2, ER70S-6)
Nerezové oceli (např. ER308L, ER316L, ER347)
Hliník a jeho slitiny (např. ER4045, ER5356, ER4043)
Titan
Niklové slitiny
Měď a bronz
Rozměry a délky přídavných drátů
Přídavné dráty pro TIG svařování se běžně vyrábějí v následujících průměrech:
| Průměr | Použití |
| 1,0 mm | tenké plechy, jemná práce |
| 1,6 mm | běžné použití (nejčastější rozměr) |
| 2,0 mm | pro vyšší svářecí proudy |
| 2,4 mm | silnější materiály |
| 3,2 mm a více | silnostěnné konstrukce |
Standardní délky drátů
500 mm (nejběžnější)
1000 mm (u některých výrobců)
Balení přídavných materiálů
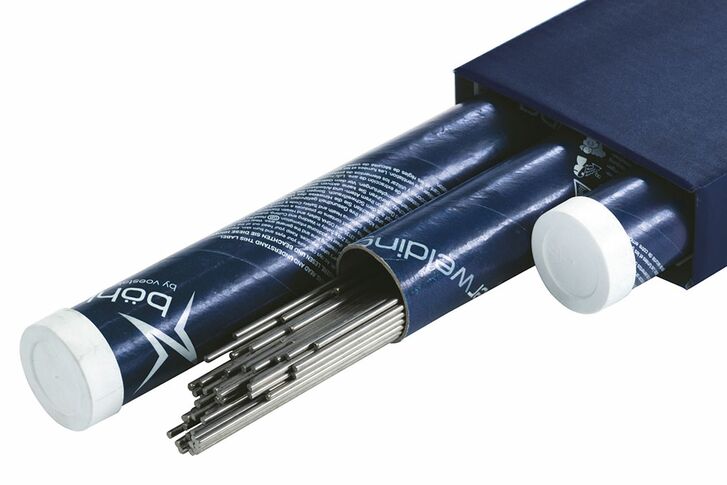
Dráty pro TIG metodu jsou dodávány v přímých tyčích v papírových nebo plastových tubusech. Standardní balení:
1 kg
2,5 kg
5 kg
10 kg (méně běžné, spíše u průmyslových balení)
Obal často obsahuje:
Označení normy (např. EN ISO 14343, AWS A5.9)
Chemické složení
Průměr a délku
Číslo tavby a šarže
Chemické složení
Přídavné materiály musí odpovídat požadovanému složení, aby výsledný svar měl požadované vlastnosti. Např.:
ER308L (nerez): cca 19–21 % Cr, 9–11 % Ni, nízký obsah C
ER316L (nerez): cca 18 % Cr, 12 % Ni, 2–3 % Mo
ER4043 (Al): slitina hliníku s cca 5 % Si
ER70S-6 (ocel): legování manganem a křemíkem
Ceny přídavných materiálů
Ceny se liší podle materiálu, značky a množství. Přibližné rozpětí (k březnu 2025):
| Materiál | Cena za 1 kg (bez daně) |
| Nelegovaná ocel (ER70S-6) | 4 – 8 € |
| Nerezová ocel (ER308L, ER316L) | 12 – 20 € |
| Hliník (ER4043, ER5356) | 16 – 32 € |
| Titan / Nikl | 40 € a více |
U balení větších objemů (např. 5 kg) bývá cena za kg nižší.
Výběr značky a kvality
Na trhu najdeme renomované výrobce jako:
Böhler
ESAB
Lincoln Electric
Fronius
UTP
Selectarc
Voestalpine
Při výběru je důležité dbát na kompatibilitu se základním materiálem, normy a případně i požadavky na testování (např. WPS / WPQR).
Správný výběr přídavného materiálu je základem kvalitního svaru. Svářeč by měl znát nejen průměr a délku, ale i chemické složení a účel použití. Investice do kvalitních drátů se vrátí v podobě stabilního svarového spoje, méně defektů a vyšší produktivity.
Pokud TIGem svařujete pravidelně, vyplatí se mít přehled nejen o cenách, ale i o rozdílech mezi jednotlivými značkami. Vyzkoušejte různé materiály, sledujte chování tavné lázně a hlavně – dokumentujte si výsledky.


